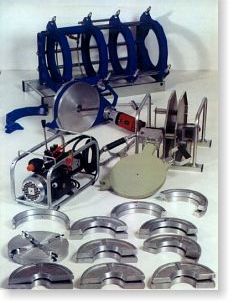
Particolarmente adatta per l'impiego in cantiere
Caretteristiche tecniche:
|
 |
| Modello | DN saldatura mm |
Assorbimento W |
Peso* kg |
Prezzo (1) Euro |
Prezzo (2) Euro |
| ST 160 | 40 - 160 | 2.200 | 92 | 6.500,00 | 8.000,00 |
| ST 200 | 63 - 200 | 2.200 | 98 | 6.900,00 | 8.400,00 |
| ST 315 | 90 - 315 | 4.900 | 158 | 9.800,00 | 12.584,00 |
* peso riferito a macchina base + fresa + centralina idraulica + termopiastra.
(1)
- macchina base senza accessori opzionali
(2) - macchina base con accessori
opzionali
|
Saldatura per polifusione di un tubo in Polietilene. La saldatura per polifusione avviene in 5 fasi (per il 200 mm PFA 10 la durata di una saldatura è di circa 30 minuti): |
|
fase 1: |
Pulizia e fresatura delle teste dei tubi. |
fase 2: |
Riscaldamento del tubo con formazione del bordo (per un tubo 200 mm PFA 10 il tempo di riscaldamento è di 280 secondi). |
fase 3: |
Rimozione della piastra e avvicinamento dei tubi (per un tubo 200 mm PFA 10 il tempo massimo per fare questa operazione è di 20 secondi). |
fase 4: |
Messa in contatto delle due teste (per il 200 mm PFA 10 questo deve avvenire entro 10 secondi). |
fase 5: |
Regolazione della pressione di saldatura e raffreddamento per la durata indicata in tabella (per il 200 mm PFA 10 il tempo di raffreddamento è di 25 minuti). |